0086-536-3521951
0086-536-3521951
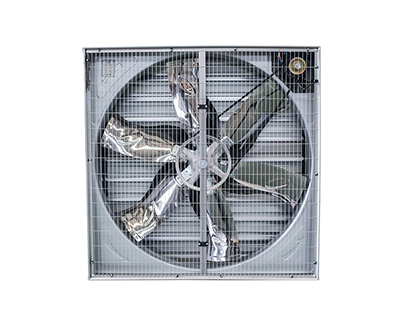
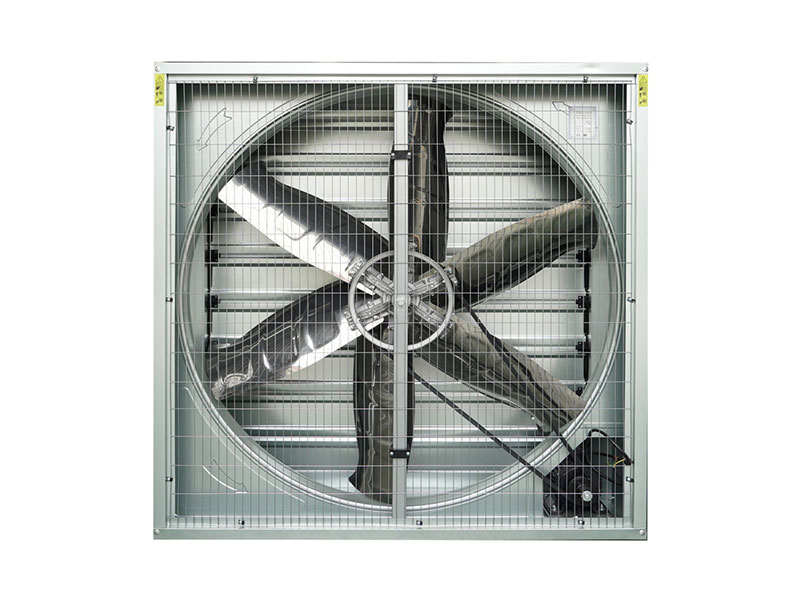
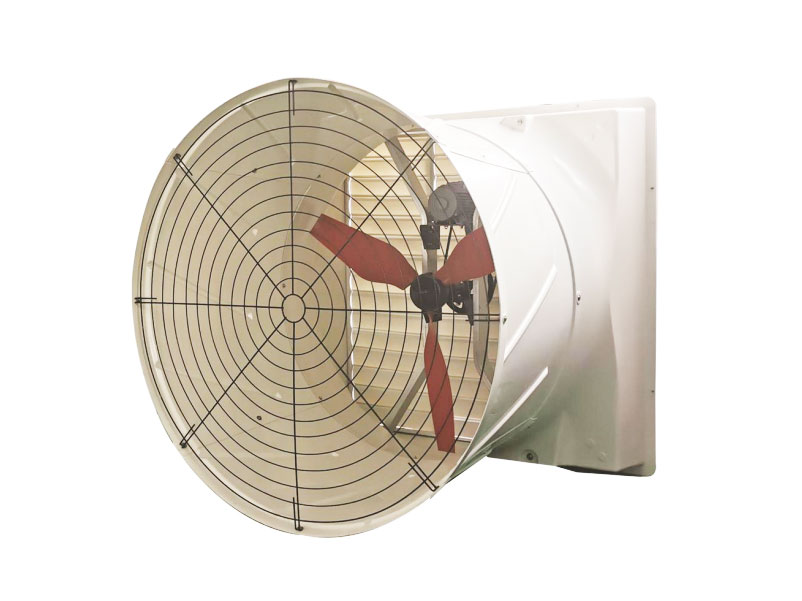
 Hy- Push-pull type exhaust fan
Hy- Push-pull type exhaust fan
HY series High class fan is mainly made up of blade , Centrifugal Opening Device, motor , outer frame, protectingnets, supporting frames, shutters. lt is made based on aerodynamic, effectively reduce the wind resistance.
Read more +
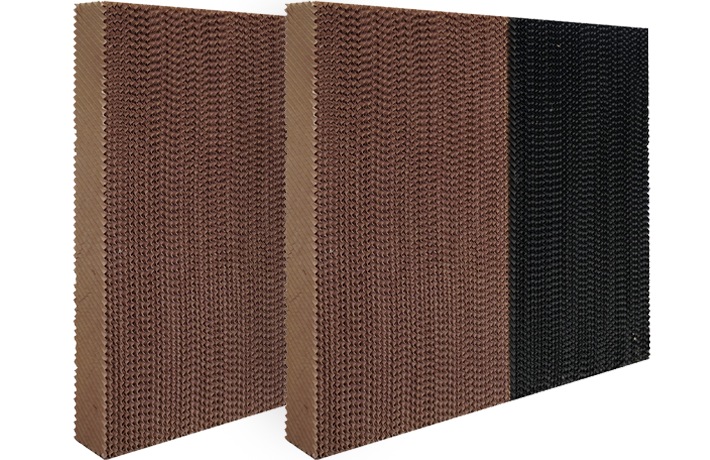
HY - Cooling pad
Corrugated paper has high intensity structure, corrosion resistant, long service life.Fine percolating and absorbing water to ensure water drip wet the wall.
Read more +
HY-Silos
Silo coaming panel designed in semi-circular shape,smooth,strong with good looking.Lower coaming panel equipped with water drip edge,prevent raindrops falling on the lower cone or other parts.
Read more +



Products
Products
Over 13 years of industry experience
Over 200 product types
The company is established in 2010
Sincere service for 365 days
Video
R&D and Innovation


Application Example
News
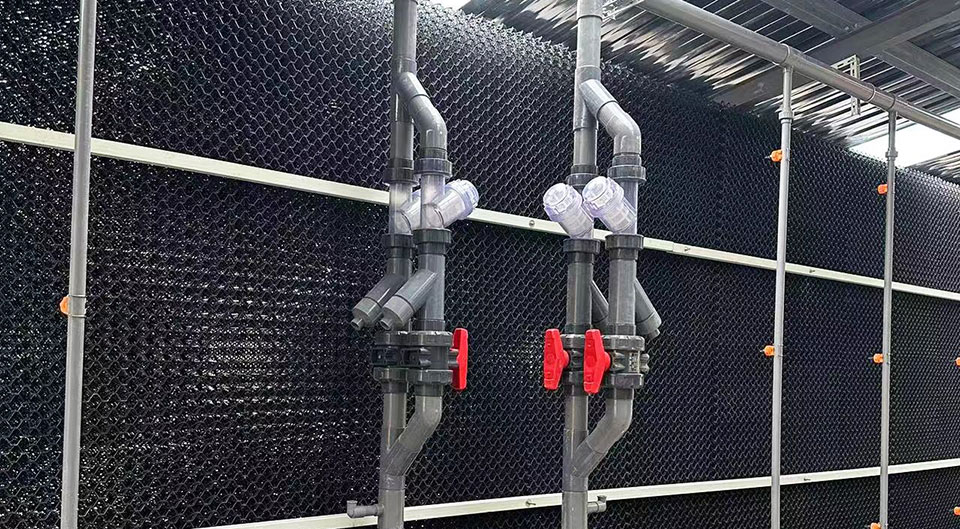
After the wet curtain is blocked, its effective intake area will be greatly reduced, which will affect the wind speed inside the house and the cooling effect of the wet curtain. Therefore, the filter and wet curtain should be cleaned every two weeks. When cleaning the wet curtain, you can first rinse the sediment with a coarse water pipe, and then add a wet curtain cleaning agent such as Ouke to the water tank. Start the cleaning of the biofilm on the surface of the wet curtain and replace it with a clean water source.
After the wet curtain is blocked, its effective intake area will be greatly reduced, which will affect the wind speed inside the house and the cooling effect of the wet curtain. Therefore, the filter and wet curtain should be cleaned every two weeks. When cleaning the wet curtain, you can first rinse the sediment with a coarse water pipe, and then add a wet curtain cleaning agent such as Ouke to the water tank. Start the cleaning of the biofilm on the surface of the wet curtain and replace it with a clean water source.
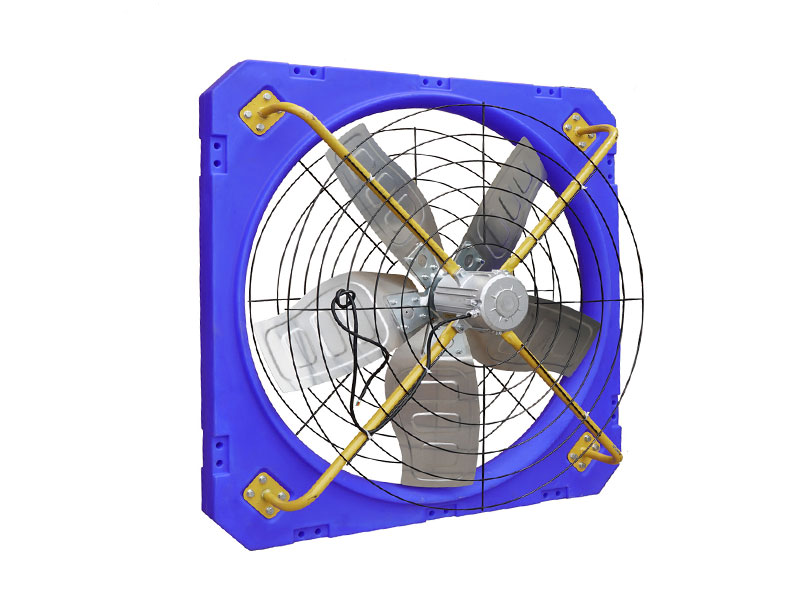
The outer frame material is made of thick galvanized sheet with strong corrosion resistance; The outer frame is made using CNC machine tools, with excellent craftsmanship and high precision; There are two types of high-strength aluminum alloy cast steel for the wheel hub: a new type of twisted stamping formed fan blade;
Negative pressure is a process of energy conversion that allows air to create convection in the workshop. The negative pressure horn fan is driven by electricity to convert into kinetic energy and wind energy to exhaust indoor air from the outside, thereby reducing indoor pressure. Under the action of atmospheric pressure, fresh outdoor air is replenished from the opposite window and door where the negative pressure horn fan is installed, generating air convection negative pressure.